數控車床
通過分析我們得知,要加工成這種牙等寬可變導程螺紋只能用改變導程F和相對應的起刀點趕刀來實現。
選用的刀寬為3mm。
程序如下:
00001
G50 X100 Z50.
M03 S80
T0100 G99
G00 X60. Z8.
M98 P0002L25
G00 X60. Z7. 3
M98 P0003L25
G00 X60. Z6. 6
M98 P0004L25
G00 X60. Z6.
M98 P0005L25
G00 X1000.
Z50.
M30
0002
G00 U-20.
G34 Z-52. F6. K2.
G00 U19.6
G00 Z8.
M99
0003
G00 U-20.
G34 Z-52. F5.3 K2.
G00 U19.6
G00 Z7.3
M99
0004
G00 U-20.
G34 Z-52. F4.6 K2.
G00 U19.6
G00 Z6.6
M99
0005
G00 U-20.
G34 Z-52. F4. K2.
G00 U19.6
G00 Z6.
M99
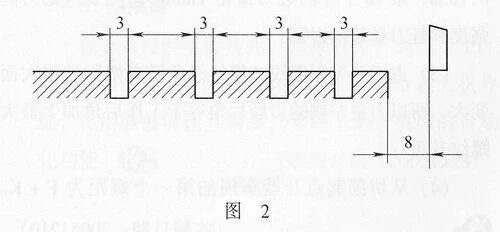
以上程序是工件的第一個導程為10mm進行加工,如圖2所示,逐漸往正方向,也就是槽的右面趕刀,直到第一個導程為8mm,就加工成如圖1所示的牙等寬可變導程螺紋。
數控車床
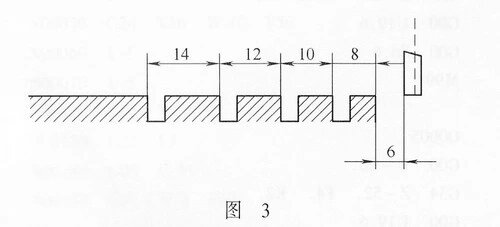
還有另一種辦法是第一個導程為8mm進行加工,如圖3所示,逐漸往負方向,也就是槽的左面趕刀,直到笫一個導程為10mm,加工成如圖1所示的牙等寬可變導程螺紋。
G34指令遵循著和螺紋切削G32指令相同規定,但在應用時還需要注意以下幾點:
(1)根據不同的要求止確選擇刀具寬度。
(2)據不同情況來合理設定F值和起刀點的距離,正確選擇趕刀量,趕刀量是疊加的,如第1個牙趕刀0.1mm,第10個牙的趕刀量是1mm,因此要考慮刀具強度和趕刀量超出刀寬。
(3)由于變導程螺紋的螺紋升角隨著螺距的增大而變大,所以刀量左側的刃磨后角等于工作后角加上最大螺紋升角。
(4)從切削起點開始車削的第一個螺距為F+K。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>